|
|
Flexible Hone |
|
|
Tools for Rotors |
|
|
Flexible Hone |
|
|
Tools for Rotors |
UTILIZING PROPRIETARY TECHNOLOGY, THIS PATENTED TOOL
PRODUCES
A FACTORY STYLE, OEM CROSS-HATCH FINISH... RIGHT ON YOUR SHOP LATHE!
FACT:
The final Ra and profile of your turned rotor, NOT the pad you use,
is responsible for brake noise and comebacks!
|
 |
Does it really make a difference?
|
|
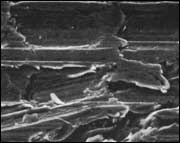
Finish #A Before a Flexible Hone is used! As received, rigid honed by factory rework section. (Photo blown up to 1000x) The cross-hatch from first working has majority of cut in one direction with many smeared, torn, jagged and folded metal edges on surface. The smeared metal is loosely attached to surface and will be easily dislodged. In the case of a rotor, very peaky surface profiles generate excess heat during burnish process and this produces harder, noisier brake pads. |
|
|
Note: Uneven, irregular Ra measurements on chart. The heights of the peaks and valleys vary greatly, widths are not symmetrical. 40 to 50u” (1.02 to 1.27um) |
|
|
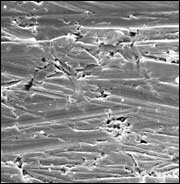
Finish #B After a Flexible Hone is
used! Cylinder was Reworked with Silicon Carbide hone. (Photo blown up to 1000x) Uniform cross-hatch pattern, notice actual X pattern on surface. Honing creates a clean open appearance with most smeared, folded and torn metal removed. Note the excellent semi-plateaued profile on the chart, the cuts are symmetrical and lower overall. In the case of a rotor, this will reduce temperature of the burnish process and produce a pad that is not as hard. |
|
|
Note: Surface finish roughness (Ra) of reworked piece has been reduced 50%, it's a more symmetrical wave pattern. 20 to 25U” (.51 to .63 um) |
|
IMPORTANT TECHNICAL NOTE: Contrary to common believe and what tech writers put in magazine articles, the proper terminology for rotor finishing is "cross-hatch" not "non-directional". Non means nothing whereas cross means something very specific. Which one do you want on your brake job? |
|||
 |
|||
| Compare the process to re-working the cylinder walls in an engine. When you bore a block to install new pistons and rings you "cross-hatch" the walls with a Flexible Cylinder Hone Tool, race engines even specify the angle of cross hatch. Would you ever think of scuffing a new cylinder with a scotch pad or piece of sandpaper before assembly? | |||

.jpg) |
|||
| Do your
brake rotors deserve any less? Do not under any circumstances use swirly discs, cookies or sand paper, because they just flatten surface and do not create the proper finish for pad burnishing. Worse, they leave different, uneven patterns on all four sides of your rotors because these items wear with each use and each side. |
|||
 |
 |
 |
.jpg) |
| NO | NO | NO | YES |
Remember,
Rotor Hones are the only tool capable of creating a real Cross-Hatch!
How to properly use the ROTOR HONE tool
|
|
|
|
| Tool Setup | Turn and Hone | Procedure |
| Mount the Rotor-Hone tool in an electric hand drill. (Only use electric, not battery or air.) Straight line is OK but a 90º right angle drill works better. Your drill must maintain a constant speed between 800 and 1000 rpm, to produce a true "cross hatch" finish. | After cutting the brake rotor (the truing process), leave it mounted in the brake lathe. Pull back your cutting blade assembly (loosen twin cutter nut, etc), then spin rotor at a rotational speed between 150 to 200 rpm. (Put on your eye protection, start drill then bring it to the lathe.) | Hold the tool at a slight angle so the bottom half of cutting balls are slightly off the surface. Stroke the tool in towards rotor center then back out, 5 to 10 times about 1 second each stroke. On the last out stroke, move tool very slowly (10 seconds) until it walks off the outer edge. |
IMPORTANT NOTES:
|
There is no need to reverse
the direction of the hone, although it can be done if desired.
Additionally it is imperative that you use an electric drill to
spin the Rotor-Hone tool. The pattern is created by the speed of
the drill (RPM), not the exerted pressure or the length of dwell
time the hone is used. The correct final pattern should be tight
tiny circles about 1/8" in diameter, not large rainbow shaped
arcs curving from inner to outer edges. |
|
|
The unique, compact shape goes where
standard drills can't so it fits easily on the inboard side of
the brake lathe. Additionally, you can stand in front of the
lathe and not have to twist your arms around to the side to
control the hone's important back and forth movement. A real
value!
120 Volt, 3.2 Amps, Keyed Chuck w/ 1/16" to 3/8" capacity, Overall dimensions: 10.9" x 5.25" x 2.3" Special GWR promotional price..... $39.95
|
See what
our customers are saying about the
Rotor Hones.
If you're looking for a cylinder re-working Flexible Hone
please click picture...
.jpg)
|
Link to all products! |
GWR Specialty Automotive Products Copyright '96 - '12 1(800) 266-4497 Email: sales@gwrauto.com |
How to order! |
The term Flex-Hone® is a registered trademark of BRM, some photos and drawings used with permission.
.gif)